
Двутавровый прокат БАЛМАКС С390 находит применение в строительстве при необходимости повышения прочностных характеристик элементов — прокатные профили из данной стали обеспечивают увеличение расчетного сопротивления стали до 12% в сравнении со сталью С355 (подробнее об области рационального применения стали С390 в статье). Однако при использовании элементов из стали повышенной прочности возникает вопрос: как правильно сваривать эту сталь, чтобы избежать дефектов и обеспечить долговечность соединений?
Свариваемость сталей
Качество сварных соединений заключается в обеспечении требуемого временного сопротивления металла шва, исключении возможности хрупкого разрушения и появления дефектов (трещин, пор, непроваров).
Свариваемость стали во многом определяется её химическим составом, включая содержание легирующих добавок и вредных примесей (влияние легирующих добавок на свойства сталей описано в статье, а о влиянии вредных примесей можно прочитать здесь). Для оценки влияния химического состава на свариваемость используется показатель углеродного эквивалента, во многих нормативных документах ограничение углеродного эквивалента рассматривается как гарантия свариваемости.
Существует множество методов расчёта углеродного эквивалента, что приводит к различным подходам по оценке свариваемости стали. В строительной сфере для металлических конструкций основным нормативом является СП 16.13330.2017, поэтому формула для вычисления углеродного эквивалента, приведенная в таблице В.2 данного документа, имеет приоритетное значение:
C_{э}=C+\frac{{Mn}}{6}+\frac{{Si}}{24}+\frac{{Cr}}{5}+\frac{{Ni}}{40}+\frac{{Cu}}{13}+\frac{{V}+{Nb}}{14}+\frac{{Mo}}{4}+\frac{{P}}{2}Для гарантии свариваемости стали С390, согласно требованиям СП 16.13330.2017, значение углеродного эквивалента должно удовлетворять условию:
C_{экв} \leq 0.47Другие формулы для вычисления углеродного эквивалента, а также классификацию сталей по группам свариваемости можно найти в следующих источниках:
- Бондарь В.Х., Шкуратовский Г.Д. Справочник сварщика-строителя. — 1982. — 240 с. [стр. 24];
- Гольдштейн М.И., Грачев С.В., Векслер Ю.Г. Специальные стали. Учебник для вузов. — М.: Металлургия, 1985. — 408 с. [стр. 121];
- ГОСТ 535-2005. Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия. [п. 4.4.];
- ГОСТ 19281-2014. Прокат повышенной прочности. Общие технические условия. [п. 7.2.];
- Bruneau Michel, Uang Chia-Ming, Whittaker Andrew Stuart. Ductile Design of Steel Structures. — McGraw-Hill Professional, 1998. — 485 с. [стр. 31];
- Lancaster J.F. Metallurgy of Welding. — Sixth Edition. — Abington Publishing, 1999. — 464 с.
Свариваемость стали С390
Сталь С390, выпускаемая компанией ЕВРАЗ, относится к группе М03 — это низколегированная конструкционная сталь перлитного класса с гарантированным минимальным пределом текучести от 360 до 500 МПа. Для ее производства используется уральская руда с природным содержанием ванадия, что позволяет снизить затраты на легирование и повысить прочность стали практически без потери пластичности. Благодаря легированию ванадием и строгому контролю всех технологических процессов сталь С390 обладает гарантированной свариваемостью и не разупрочняется при сварке. Химический состав и углеродный эквивалент стали представлены в таблице.
Химический состав стали С390
| Класс прочности | Массовая доля элементов, % | Нормативный документ | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C, не более | Mn | Si | Cr, не более | Ni, не более | Cu, не более | V, не более | Nb | Al | Ti, не более | C экв., не более | ||
| С390 | 0,12 | 1,30-1,70 | 0,15-0,50 | 0,30 | 0,30 | 0,30 | 0,12 | <0,09 | 0,02-0,06 | 0,035 | 0,46 | ГОСТ 27772 |
| С390Б | 0,16 | 1,30-1,70 | 0,15-0,50 | 0,30 | 0,30 | 0,30 | 0,12 | — | 0,02-0,06 | 0,035 | 0,46 |
ГОСТ Р 57837 / ГОСТ 35087 |
Рекомендации по сварке стали С390
Для достижения качественного сварного соединения элементов из стали С390 требуется соблюдение специальных мер по предотвращению трещинообразования. В п. 12.19 СП 53-101-98 приводится общая рекомендация для снижения опасности образования горячих, холодных и слоистых трещин в сварных соединениях — предварительный подогрев свариваемых элементов до температуры 120–160 °С.
Более детальные требования и особенности технологии сварки элементов непосредственно из стали повышенной прочности приведены в СТО 59127210-001-2019 «Технологический регламент по сварке строительных конструкций из сталей С390 ГОСТ 27772-2015, С390Б по ГОСТ Р 57837-2017». В частности, п. 10.5 данного регламента предписывает:
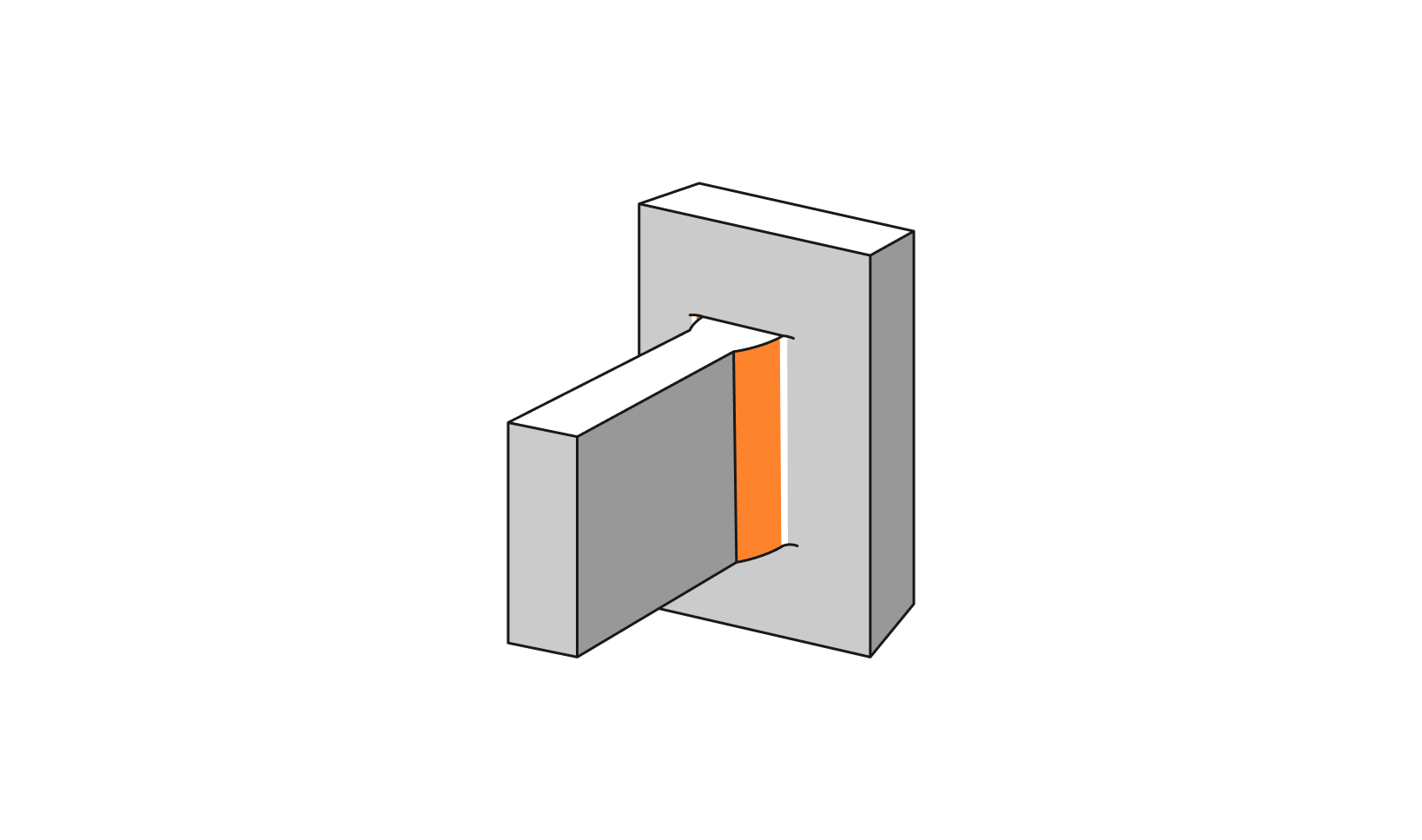
- Проводить предварительный прогрев свариваемых кромок непосредственно перед сваркой на ширину 2-3 толщин свариваемого материала с обеих сторон соединения, но не менее 100 мм;
- Принимать температуру подогрева и просушки свариваемых кромок в зависимости от толщины металла, типа соединения и температуры окружающего воздуха (таблица 2);
- Укрывать места сварки термоизоляционными матами до их полного остывания;
- Для многопроходных швов производить контроль межваликовой температуры не ниже 220°С, а так же скорость охлаждения выполненных валиков (8 < T < 25 °С/сек при переходе температуры с +800°С на +500°С).
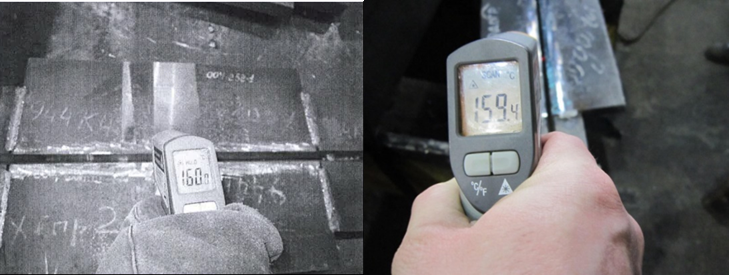 Рисунок 1 — Контроль температуры предварительного подогрева
Рисунок 1 — Контроль температуры предварительного подогрева
Температура подогрева свариваемых кромок
| Толщина металла, мм | Тип соединения | Значения температуры предварительного подогрева металла Т, °С, при температуре окружающего воздуха, °С | |
|---|---|---|---|
| не ниже 0° | от 0° до -20° | ||
| ≤ 12 | С, Т, Н, У | 50-70 | 120-160 |
| 12-20 | С, Т, Н, У | 50-70 | 120-160 |
| > 20 | С, Т, Н, У | 50-70 | 120-160 |
- При температуре окружающего воздуха в зоне выполнения сварного соединения ниже минус 20 °С сварка запрещается.
- Обозначения: С — стыковые соединения листового, фасонного или профильного проката; Т, Н, У — тавровые, нахлесточные и угловые соединения листового фасонного или профильного проката.
Рекомендуемые материалы (электроды, проволока, флюсы, защитные газы) для различных способов сварки (ручная дуговая, механизированная сварка плавящимся электродом, порошковой проволокой, аргонодуговая и автоматическая сварка под флюсом) с указанием условий эксплуатации приведены в таблицах раздела 6 СТО 59127210-001-2019. При этом следует отметить, что серьезных отличий в подборе сварочных материалов для стали С390 и С355 не выявлено.
Сварка элементов разного класса прочности
Если для основных элементов конструкции используется высокопрочная сталь, то детали их узлов (ребра жесткости, накладки, фасонки и т.д.) зачастую целесообразно изготавливать из стали более низкого класса прочности — данное решение обосновывается результатами расчёта соединений и сравнительным анализом стоимости листового проката различных классов. При использовании в сварных соединениях сталей разных классов прочности рекомендуется выбирать способ сварки, сварочные материалы и режимы сварки, предусмотренные для стали более низкого класса прочности, а температуру подогрева выбирать по более высокому классу прочности стали (п. 10.9 СТО 59127210-001-2019).
Вывод
Сварка низколегированной стали С390 требует соблюдения специальных мер, таких как предварительный подогрев, контроль температуры и скорости охлаждения, чтобы избежать трещин и обеспечить долговечность соединений. Соблюдение рекомендаций, изложенных в нормативных документах (СП 53-101-98 и СТО 59127210-001-2019), позволяет достичь качественных и надежных сварных соединений, сохраняя высокие эксплуатационные свойства стали С390.
Таким образом, наиболее рационально выполнять сварные соединения из стали С390 в заводских условиях, где возможно строгое соблюдение технологических требований без значительного увеличения затрат. На основании обратной связи от различных заводов металлоконструкций за 2019-2020 годы (см. письма по свариваемости стали С390) установлено, что использование стали С390 либо не оказывает существенного влияния на трудоемкость работ, либо увеличивает её незначительно (на 1-3% по сравнению со сталью С355).

В то же время применение монтажной сварки элементов из высокопрочной стали на строительной площадке может быть неэффективным из-за сложности контроля температурного режима и других факторов, что может негативно сказываться на трудоемкости и качестве выполняемых работ.
Еще по теме
 Калькулятор сварных соединений
Калькулятор сварных соединений
 Технологические требования к сварке конструкций из двутавров БАЛМАКС 390
Технологические требования к сварке конструкций из двутавров БАЛМАКС 390
 Развивая стальное строительство. Прокат высокой прочности. Кейсы
Развивая стальное строительство. Прокат высокой прочности. Кейсы

