
Ниже попытаемся ответить на вопрос: может ли двутавровый прокат ЕВРАЗА поставляться с гарантией Z-свойств в направлении толщины проката, иными словами, с требованиями группы качества Z35?
Группы качества
Для начала разберёмся, что это за группа качества? Термин приводится в ГОСТ 28870 — это стандарт на методы испытания на растяжение толстолистового проката в направлении толщины. Цель этого испытания — проверка способности металла сопротивляться расслоению (иными словами, «слоистому разрушению») при нагрузках, действующих перпендикулярно плоскости проката. Природа такого рода анизотропии может быть двух видов. Во-первых, это производственный процесс: горячекатаный лист испытывает последовательное одноосное сжатие, и любой дефект заготовки влияет на распределение свойств в различных направлениях проката. На эту тему существует большое количество исследований, где среди причин наблюдаемой анизотропии выделяют:
- наличие волокнистой структуры;
- присутствие ориентированных неметаллических включений (преимущественно сульфидов);
- формирование полосчатой феррито-перлитной структуры.
Оценка способности работать в направлении толщины оценивается через контроль относительного удлинения и относительного сужения после разрыва. В соответствии с ГОСТ 28870-90, прокат делится на три группы качества по уровню относительного сужения при испытании на растяжение в направлении толщины:
- Z15: относительное сужение не менее 15%;
- Z25: относительное сужение не менее 25%;
- Z35: относительное сужение не менее 35%.
Требования СП
С производственными особенностями разобрались, но помимо них существует и другой фактор риска. Он также хорошо изучен и описан большим количеством научных работ, этот фактор формализован в требованиях безопасности при проектировании стальных конструкций, а конкретно, в п. 13.3 СП 16.13330, который предписывает учитывать риск слоистого разрушения в следующих случаях.
Факторы риска
- при использовании проката толщиной более 40 мм;
- при использовании проката толщиной более 25 мм в сварных тавровых и угловых соединениях, если один из элементов в соединении испытывает растягивающие напряжения по толщине листа;
- при использовании проката любой толщины и применении сварных швов с полным проплавлением, когда один из элементов испытывает растягивающие напряжения по толщине листа.
В данном случае подразумевается дефект проката, «образующийся под действием сварки, в виде слоистых трещин, параллельных плоскости прокатки.
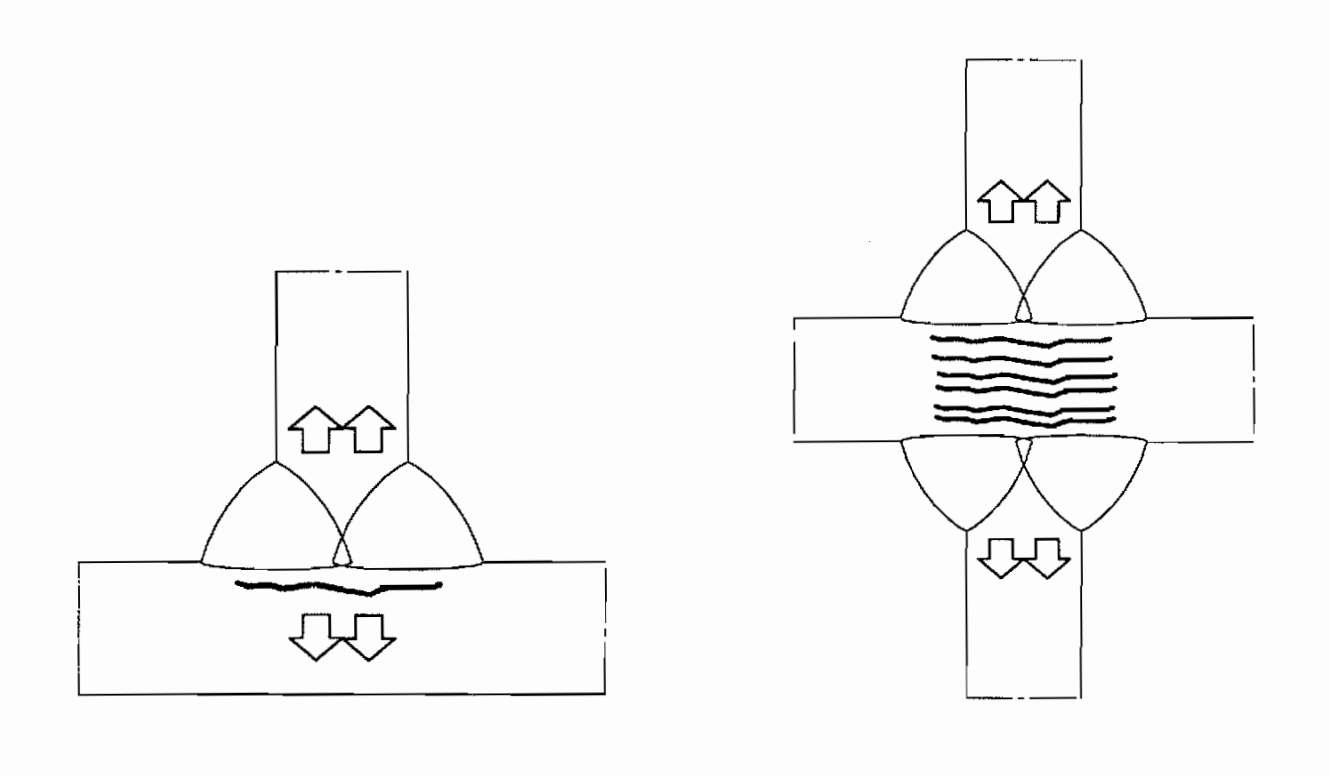
Схематическое изображение слоистого разрушения
Такой дефект можно обнаруживать ультразвуковым контролем качества швов.» Невозможно однозначно утверждать, учитывает ли пункт 13 производственные особенности или же только фактор риска при изготовлении, но в итоге мы видим ранжирование требований к группе качества проката в зависимости от типа, группы конструкции и условий нагружения.
Требования к прокату
Тип конструкции | Класс по ГОСТ 27751 | Группа качества проката |
Нагружение нормально к поверхности листа | КС-3 | Z35 |
Фланцевые соединения (по 15.9.10) | КС-3 | Z35 |
Конструкции группы 1 (по приложению В) | КС-3 | Z35 |
Конструкции групп 1, 2, 3 (по приложению В) | КС-2 | Z25 |
Конструкции группы 4 (по приложению В) | КС-1 | Z15 |
Заключение
Из раздела 13 СП 16.13330 и таблицы выше можно понять, что под требования по Z-свойствам попадают и двутавровые элементы. Например, в случае использования фланцевых соединений для примыкания горизонтальных элементов непосредственно к полкам колонных двутавров на объектах класса КС-3. Но! Переживать не стоит — несмотря на то, что данное требование возникло с целью устранения риска возникновения слоистого разрушения плоского проката (метод по ГОСТ 28870-90 заточен под испытания листового проката), фасонная (двутавровая в том числе) продукция также может быть поставлена с выполнением требования группы качества Z35.
Единственным ограничением станет толщина полки — физически испытание можно провести для элементов, у которых полка толщиной более 23 мм
Среднее значение относительного сужения образцов из горячекатаного двутавра 40К5 (С355) по результатам многократных испытаний в направлении толщины полки — 64%. Столь высокий показатель связан с тем, что обжатие заготовки при производстве листового проката является преимущественно одноосным (то есть в направлении толщины), поэтому дефекты заготовки приобретают явно выраженную плоскую структуру. При производстве двутавров деформация заготовки двухосная — она происходит как по толщине, так и по ширине, поэтому риск возникновения слоистых дефектов существенно ниже.
